
















TSI 柔性生產(chǎn)機電一體化實訓及鑒定設備

名稱:教育實驗實訓裝置
品牌:
型號:
簡介:TSI 柔性生產(chǎn)機電一體化實訓及鑒定設備



申請服務
- 產(chǎn)品介紹
一、 TSI-RX-1 操作手站 :

(一)功能:
操作手站是將前一工作站上的工件抓起并輸送到下一工作站。
操作手站由不同的氣動執(zhí)行部件組成,通過擺動、伸縮、氣動夾爪抓取等動作,將前一工作站上的工件抓起并輸送到下一工作站。
(二)可以組合的形式:
上料檢測站、 操作手站
操作手站 、加工站
操作手站 、分類工作站
(三)系統(tǒng)構(gòu)成:
1. 底車
2. 鋁合金底板
3.I/O 接線端子盒
4. 過濾調(diào)壓組件
5. 電磁閥
6. 控制面板
7. 帶 PLC 的電氣控制掛板
8. 液壓阻尼器
9. 氣動夾爪
10. 葉片式旋轉(zhuǎn)氣缸
11. 桿不回轉(zhuǎn)氣缸
12. 雙聯(lián)氣缸
(四)技術(shù)數(shù)據(jù):
工作壓力: 0.4 ~ 0.6MPa
穩(wěn)壓電源: DC24V
信號輸入: 7 個數(shù)字開關(guān)量
信號輸出: 7 個數(shù)字開關(guān)量
PLC 主機:三菱 FX2N 系列 可擴展 485BD 、 CC-Link 網(wǎng)絡總線
西門子 S7 系列 可擴展 PPI 、 MPI 、 Profibus 網(wǎng)絡總線
二、 TSI-RX -2 安裝站 :

(一)功能:
該站輸出黑白兩色小工件,并將其輸入大工件的空腔中。
氣缸將料倉中的兩色小工件交替推出,由真空吸盤吸取,通過轉(zhuǎn)臂輸送到下一工作站的傳輸位置。
(二)可以組合的形式:
安裝站、機械手站
安裝站、安裝搬運站 ……
(三)系統(tǒng)構(gòu)成:
1. 底車
2. 鋁合金底板
3.I/O 接線端子盒
4. 過濾調(diào)壓組件
5. 電磁閥
6. 控制面板
7. 帶 PLC 的電氣控制掛板
8. 工件推出裝置
9. 料倉模塊
10. 真空組件
11. 旋轉(zhuǎn)轉(zhuǎn)移模塊
12. 工件平臺
(四)技術(shù)數(shù)據(jù):
工作壓力: 0.4 ~ 0.6MPa
穩(wěn)壓電源: DC24V
信號輸入: 6 個數(shù)字開關(guān)量
信號輸出: 7 個數(shù)字開關(guān)量
PLC 主機:三菱 FX2N 系列 可擴展 485BD 、 CC-Link 網(wǎng)絡總線
西門子 S7 系列 可擴展 PPI 、 MPI 、 Profibus 網(wǎng)絡總線
三、 TSI-RX -3 安裝搬運站 :

(一)功能:
將工件從前一站搬運至下一站,并可在本站上完成大、小工件的組裝。
安裝搬運站從前一站抓取工件,利用直線加圓周運動平臺,可將工件搬運到小工件的輸入工位,等待小工件的輸入。然后再將大小工件的組合體輸送到下一站的輸入位置。
加裝滑道后,也可根據(jù)不同的情況而剔除不符合條件的工件。
(二)可以組合的形式:
加工站、安裝搬運站
安裝搬運站、分類工作站
上料檢測站、安裝搬運站
(三)系統(tǒng)構(gòu)成:
1. 底車
2. 鋁合金底板
3.I/O 接線端子盒
4. 過濾調(diào)壓組件
5. 電磁閥
6. 控制面板
7. 帶 PLC 的電氣控制掛板
8. 直線與圓周運動模塊
9. 吊臂模塊
10. 氣動夾爪
11. 工件組裝平臺
(四)技術(shù)數(shù)據(jù):
工作壓力: 0.4 ~ 0.6MPa
穩(wěn)壓電源: DC24V
信號輸入: 7 個數(shù)字開關(guān)量
信號輸出: 7 個數(shù)字開關(guān)量
PLC 主機:三菱 FX2N 系列 可擴展 485BD 、 CC-Link 網(wǎng)絡總線
西門子 S7 系列 可擴展 PPI 、 MPI 、 Profibus 網(wǎng)絡總線
四、 TSI-RX -4 搬運站 :

(一)功能:
搬運站將前一工作站上的工件抓起并輸送到下一工作站。
搬運站由無桿氣缸、橢圓形活塞氣缸和氣動夾爪等部件組成,通過水平移動、上下伸縮、抓取等動作,將前一站上的工件抓起并輸送到下一工作站。
(二)可以組合的形式:
搬運站、加工站
上料檢測站、搬運站
搬運站、傳送帶模塊
搬運站、分類工作站
(三)系統(tǒng)構(gòu)成:
1. 底車
2. 鋁合金底板
3.I/O 接線端子盒
4. 過濾調(diào)壓組件
5. 電磁閥
6. 控制面板
7. 帶 PLC 的電氣控制掛板
8. 磁偶式無桿氣缸
9. 橢圓型活塞氣缸
10. 氣動手指
11. 支架組件
(四)技術(shù)數(shù)據(jù):
工作壓力: 0.4 ~ 0.6MPa
穩(wěn)壓電源: DC24V
信號輸入: 5 個數(shù)字開關(guān)量
信號輸出: 5 個數(shù)字開關(guān)量
PLC 主機:三菱 FX2N 系列 可擴展 485BD 、 CC-Link 網(wǎng)絡總線
西門子 S7 系列 可擴展 PPI 、 MPI 、 Profibus 網(wǎng)絡總線
五、 TSI-RX -5 加工站 :

(一)功能:
工件將在旋轉(zhuǎn)平臺上被檢測及加工。
通過具有四個工位的加工旋轉(zhuǎn)平臺,進行加工模擬,并進行加工質(zhì)量的模擬檢測。
旋轉(zhuǎn)平臺由交流伺服電機驅(qū)動,光電傳感器確認輸入工位有無工件,電感式傳感器檢測旋轉(zhuǎn)平臺的位置,平臺的啟停由伺服控制回路完成。
(二)可以組合的形式:
加工站、搬運站
加工站、操作手站
檢測站、加工站
加工站、安裝搬運站 ……
(三)系統(tǒng)構(gòu)成:
1. 底車
2. 鋁合金底板
3.I/O 接線端子盒
4. 過濾調(diào)壓組件
5. 電磁閥
6. 執(zhí)行繼電器
7. 控制面板
8. 帶 PLC 的電氣控制掛板
9. 旋轉(zhuǎn)平臺
10. 夾緊、鉆孔模塊
11. 檢測模塊
12. 光電式、電感式傳感器
(四)技術(shù)數(shù)據(jù):
工作壓力: 0.4 ~ 0.6MPa
穩(wěn)壓電源: DC24V
信號輸入: 8 個數(shù)字開關(guān)量
信號輸出: 5 個數(shù)字開關(guān)量
PLC 主機:三菱 FX2N 系列 可擴展 485BD 、 CC-Link 網(wǎng)絡總線
西門子 S7 系列 可擴展 PPI 、 MPI 、 Profibus 網(wǎng)絡總線
六、 TSI-RX -6 上料檢測站 :

(一)功能:
上料檢測站是為整個系統(tǒng)的加工過程逐一提供加工工件并檢測出工件的顏色。
在盤狀回轉(zhuǎn)料斗中一次可存放數(shù)十個工件。供料過程中,回轉(zhuǎn)料盤將大工件輸出,接著由提升裝置將工件提升到檢測工位,由光電傳感器判斷出其顏色,并將其信息發(fā)給后一工作站。
(二)可以組合的形式:
上料檢測站、搬運站
上料檢測站、操作手站
上料檢測站、安裝搬運站
(三)系統(tǒng)構(gòu)成:
1. 底車
2. 鋁合金底板
3.I/O 接線端子盒
4. 過濾調(diào)壓組件
5. 電磁閥
6. 執(zhí)行繼電器
7. 控制面板
8. 帶 PLC 的電氣控制掛板
9. 回轉(zhuǎn)料斗
10. 工件滑行料斗
11. 工件提升裝置
12. 光電識別組件
(四)技術(shù)數(shù)據(jù):
工作壓力: 0.4 ~ 0.6MPa
穩(wěn)壓電源: DC24V
信號輸入: 4 個數(shù)字開關(guān)量
信號輸出: 4 個數(shù)字開關(guān)量
PLC 主機:三菱 FX2N 系列 可擴展 485BD 、 CC-Link 網(wǎng)絡總線
西門子 S7 系列 可擴展 PPI 、 MPI 、 Profibus 網(wǎng)絡總線
七、 TSI-RX -7 立體存儲站 :

(一)功能:
立體存儲站是一個立體倉庫存儲的模擬。
它將系統(tǒng)前 站 送來的工件或工件組合,放到不同的位置。當工件或工件組合送來時,分類存儲 站 會讀取工件或工件組合的信息,按照工件不同類別,進行分類立體存放。
(二)可以組合的形式:
操作手站、立體存儲站
安裝搬運站、立體存儲站
搬運站、立體存儲站
(三)系統(tǒng)構(gòu)成:
1. 底車
2. 鋁合金底板
3.I/O 接線端子盒
4. 過濾調(diào)壓組件
5. 電磁閥
6. 控制面板
7. 帶 PLC 的電氣控制掛板
8. 絲桿驅(qū)動套件
9. 步進電機驅(qū)動套件
10. 立體倉庫
工件推出裝置
(四)技術(shù)數(shù)據(jù):
工作壓力: 0.4 ~ 0.6MPa
穩(wěn)壓電源: DC24V
信號輸入: 4 個數(shù)字開關(guān)量
信號輸出: 2 個數(shù)字脈沖量、 3 個數(shù)字開關(guān)量
PLC 主機:三菱 FX2N 系列 可擴展 485BD 、 CC-Link 網(wǎng)絡總線
西門子 S7 系列 可擴展 PPI 、 MPI 、 Profibus 網(wǎng)絡總線
八、 TSI-RX -8 傳送帶模塊 :
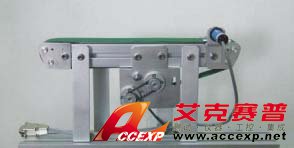
(一)功能:
1 、將工件從傳送帶的前端輸送到后端。
2 、當前站完成應有的工作,它將等待來下一工作站的信號,當下一站準備接收工件時,傳送帶模塊即開始傳輸工件。
3 、它靈活的安裝方式,在組合不同的 MPS 系統(tǒng)時,傳送帶模塊幾乎可以放置在任何位置。
相關(guān)產(chǎn)品:PLC可編程控制器實訓裝置、傳感器綜合實驗臺、家用電器實訓設備、汽車發(fā)動機教學模型、汽車自動變速器實訓臺、汽車發(fā)動機實訓臺
(二)系統(tǒng)構(gòu)成:
1. 鋁合金底板
2. 交流變頻驅(qū)動系統(tǒng)
3.I/O 接線端子盒




相關(guān)產(chǎn)品










